

Ijraset Journal For Research in Applied Science and Engineering Technology
Arc Welding for Additive Manufacturing of SS 308
Authors: Rajesh Chaudhari, Anurag Patankar, Indira Patil, Shaunak Paranjape, Aditya Pardeshi, Mukta Pathak
DOI Link: https://doi.org/10.22214/ijraset.2024.65707
Certificate: View Certificate
Abstract
Wire Arc Additive Manufacturing (WAAM) using 308 stainless steel offers a versatile method for producing large, complex components with superior mechanical properties and corrosion resistance. This process involves precise control of welding parameters and real-time monitoring to ensure consistent quality. WAAM effectively addresses challenges such as residual stresses through preheating, controlled cooling, and post-processing techniques. The use of 308 stainless steel, known for its excellent weldability and durability, makes it ideal for applications in various industries. With potential advancements in process control and material development, WAAM stands as a promising technology for efficient and high-quality metal fabrication.
Introduction
I. INTRODUCTION
Additive manufacturing has been defined by ASTM (American Society for Testing and Materials) as the process that involves joining materials to make objects from a 3D model data, usually done by layer upon layer deposition [1]. Additive manufacturing is also known as additive fabrication, additive techniques, layer manufacturing and freeform fabrication. Initially used a rapid prototyping method, which allowed the creation of scaled models, additive manufacturing was further used for rapid tooling; which was used to create moulds for final products and today, it is used to create functional products. Additive Manufacturing allows for faster and cheaper production. Objects with functionally graded materials – or different materials on the inside and outside can be manufactured using this technique. Furthermore, manufacturing products with complex geometries and/or certain restrictions on size and weight also is achieved through AM techniques [2][3][4].
As per the standard terminology for additive manufacturing according by ASTM, the prevalent AM techniques for metals can be classified into two categories namely, Powder Bead Fusion (PBF) and Directed Energy Deposition (DED) [5]. In the power feed or power bed processes, laser or electron beams are used as the heat sources. This approach works by applying energy in order to fuse powdered material; and has the capability of producing parts with a high geometrical accuracy and provides a high precision dimensional tolerance.
However, the deposition rate of such techniques is very low and typically around 10g/min, thus limiting its applications in fabricating moderate to huge sized parts. The overall efficiency turns out to be low in the case of potential powder wastage and the need for powder recycling. Moreover, materials used in the power fed system-based AM techniques are likely to be more prone to defects like pores, which leads to hampering of the structural integrity of the manufactured parts [5][6]. In wire fed systems, or wire arc additive manufacturing (WAAM), metal wires are used as the supplying material. Based on the energy source used for the deposition of metals, Wire fed AM offers a pretty high material usage, with up to 100% of the wire material being deposited into the part.
The deposition rate is up to 300 g/min; thus, making it possible to manufacture large components economically and in a shorter span of time. This technique offers lesser resolution, but a higher efficiency since wastage of materials is minimal [7].
WAAM is categorised into laser-based, arc welding based and electron beam-based AM. Laser is the most popular technique among the three due to the precision it offers; yet it has a very poor energy efficiency.
Electron beam has a slightly better energy efficiency; however, its requirements are a high vacuum working environment making it suitable for aerospace works [8][9][10]. When compared to laser and electron beam, arc welding processes like Gas Metal Arc Welding (GMAW) or Gas Tungsten Arc Welfing (GTAW) provide a higher energy efficiency, (up to 90% in some cases) and the cost of equipment and setup is relatively low.
WAAM is a wire-based directed energy deposition approach. Its hardware primarily includes standard welding equipment - welding sources, torches and wire feeding systems. Using an electric arc as the fusion source has numerous advantages over laser and electron beams [11]. A lower capital investment, processing characteristics, higher efficiency, make the WAAM process preferable over other alternatives of fusion sources.
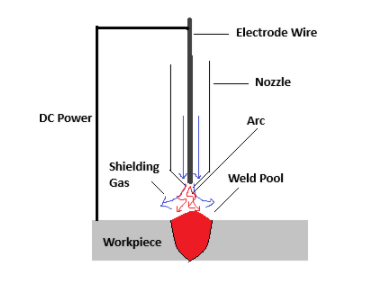
Figure 1. Schematic diagram of Arc Welding
WAAM-fabricated components are in many cases comparable to those fabricated by the conventional methods, however, some processing defects persist in the AM processing. These defects include deformation, residual stress, porosity, delamination and cracks. Unoptimized parameters, unstable weld pool dynamics, thermal effects can be responsible for some of these defects. Tackling these defects requires post-process treatments. Interpass cold rolling, post process heat treatments, interpass cooling, peening and ultrasonic impact treatment are some of the methods applicable to improving the common defects found in WAAM fabricated parts [12][13]. 308 stainless steel is a versatile and widely used austenitic stainless steel, typically valued for its excellent weldability and corrosion resistance. It finds its applications in a wide range of fields like chemical industry, food industry and automotive sectors, and proves to be a suitable choice for many engineering and industrial applications [14][15].
308 stainless steel offers an excellent corrosion resistance in a variety of environments, and is also regarded for its high weldability. It maintains good mechanical properties over a range of temperatures, which also makes it suitable for a range of industrial applications.
Table 1. Composition of Stainless Steel 308
|
Element |
Content |
|
Iron (Fe) |
66 % |
|
Chromium (Cr) |
20 % |
|
Nickel (Ni) Manganese (Mn) Silicon (Si) Carbon (C) Phosphorous (P) Sulphur (S) |
11 % 2 % 1 % 0.08 % 0.045 % 0.030 % |
Table 2. Mechanical and Physical properties of Stainless Steel 308
|
Property |
Metric |
|
Density |
8.0 gm/cc |
|
Tensile Strength |
6.20 MPa (min) |
|
Yield Strength Elongation Hardness Melting Point |
275 MPa (min) 40 % (min) in 50 mm 217 Brinell max, 95 Rockwell B max 1400°C - 1425°C |
This project focuses on additive manufacturing of 308 SS by arc welding technique. The primary aim is to manufacture a block of dimensions 100 mm x 50 mm x 10 mm by a layer upon layer deposition using arc welding, and further carrying out a macro and microstructure study of the manufactured sample. A thorough study of the properties and characteristics of the manufactured piece can be used to determine the benefits of using WAAM in the production of various metal components in the automotive, aerospace, marine and similar industries in a cost effective and efficient way.
II. LITERATURE REVIEW
- Davoud Jafari et al. in the paper “Wire and Arc Additive Manufacturing: Opportunities and Challenges to Control the Quality and Accuracy of Manufactured Parts” focus on WAAM to produce medium to large sized metal components. The quality and accuracy of deposited parts through WAAM is explored here. Challenges in WAAM include residual stress and distortion due to heat input, geometrical inaccuracy like surface roughness and feature resolution and issues in thermal management like arising from high heat input. Approaches to process planning such as build orientation, slicing, path planning strategies can be implemented to improve accuracy. Application of techniques such as cooling with water, thermoelectric methods, air-jet cooling can regulate heat dissipation and mitigate the effects of heat input [16].
- In “Microstructure and Mechanical Properties of Medium Carbon Steel Deposits Obtained via Wire and Arc Additive Manufacturing Using Metal-Cored Wire” Zidong Lin et al. have studied the potential of metal-cored wires for WAAM to fabricate large and complex components. The study focused on using a medium carbon steel (XC-45) metal-cored wire. XC-45 has a high carbon content and is thus ideal for many heavily loaded aerospace components. Microstructure, tensile strength and hardness of the deposited part were studied. The microstructure showed variation from the top to the bottom due to multiple thermal cycles, with columnar grains present at the top and finer in the lower regions. Hardness of the deposited wall was comparatively uniform, and in the range of 238 to 250 HV. Tensile strength showed anisotropy between the horizontal (deposition) and vertical (build) directions. The yield and ultimate tensile strengths in the horizontal direction were 620 MPa and 817 MPa respectively, whereas in the vertical direction, they were 580 MPa and 615 MPa. By comparative analysis with the traditional processes of manufacturing, it is seen that WAAM-deposited XC-45 exhibited comparable or superior mechanical properties to components produced through traditional methods like forging, casting and rolling. Thus, WAAM can achieve superior hardness and tensile strength as compared to traditional manufacturing methods. Improvement is required in the material’s ductility which could be addressed through post deposition heat treatments [17].
- In the paper “Manufacture of Complex Thin-Walled Metallic Objects Using Weld-Deposition Based Additive Manufacturing” Panchagnula et al. have focused on the development of efficient techniques for fabricating thin-walled metallic structures using Gas Metal Arc Welding in AM. The study presents a geometrical model which is used to predict the height and width of the deposited layers. This allows for accurate bead-on-bead deposition without the requirement for inter-layer milling, thus leading to saving of time and improvement in utilization of the material. By predicting the height and width of each new layer based on the previous curved layers, dimensional accuracy of the final structure is improved. The study was carried out using CMT or Cold Metal Transfer system, which is a variant of GMAW and offers better arc stability, lesser distortion and minimal splatter. Controlled heat input and material transfer make CMT more suitable for thin-walled components. Wire feed rate (5-8 m/min) and torch speed (0.35 – 0.9 m/min) are identified as the essential factors for stable and continuous weld deposition [18].
- Kaijie Song et al. in "Microstructure and Mechanical Properties of High-Strength, Low-Alloy Steel Thin-Wall Fabricated with Wire and Arc Additive Manufacturing" have carried a study on the properties of a 26-layers high-strength low-alloy (HSLA) steel component manufactured using WAAM. The primary microstructure of the deposited HSLA steel is composed of acicular ferrite, and as the height of the deposited layers increase, the interlayer temperature also rises which leads to changes in the microstructure. The amount of acicular ferrite decreases in the upper layers, and the quasi-polygonal ferrite and Widmanstätten ferrite increases. Microhardness of the deposited layer shows a gradient along the height of the sample such that the top region exhibits a decrease in the microhardness while the middle part has more uniform microhardness. Tensile testing reveals the deposited HSLA steel to have a good strength and toughness. Anisotropy is observed in the ductility of the samples with the longitudinal samples showing slightly lower ductility compared to the transverse samples. This is attributed to the directional grain growth along the direction of the heat flow. This study concludes that HSLA steel parts produced via WAAM have excellent mechanical properties thus making it a relevant alternative to the traditional manufacturing methods. WAAM could be used to manufacture large scale HSLA steel components with good strength, toughness and structural integrity [19].
- Zidong Lin et al. in "Parametric and Metallurgical Investigation of Modified 3D AM 80 HD Steel for Wire and Arc Additive Manufacturing" explore the applications of WAAM in creating large-dimensional metallic parts required for heavy-duty applications. The paper focuses majorly on the modified 3D AM 80 HD steel. The optimal parameters for deposition like voltage, overlap ratio and step-up distance between layers are investigated. A voltage of 18V is found to be optimal for bead appearance and mechanical integrity, 36% of overlap ratio to minimise uneven surfaces and improve metal distribution during the deposition process, and a step-up distance of 1.91 mm is identified as optimal. The microstructure of the WAAM-deposited 3D AM 80 HD wall primarily consists of pearlite, martensite and carbides. The top layers are found to contain more martensite due to faster cooling rates. As the distance from the base plate increases, the heat dissipation slows, which leads to coarsening of grains at the top, whereas finer grains are found at the bottom due to rapid cooling and thermal cycles. The hardness is seen to fluctuate across the layers ranging from 281 HV to 370 HV. Higher hardness is found at the bottom layers. Tensile strength in the horizontal direction is higher in the top and middle layers, but lower in the bottom layers. In conclusions, when optimized, WAAM can produce metallic components with strong mechanical integrity. In marine and construction industries, where large scale and heavy loaded structures are needed, WAAM can replace traditional manufacturing methods [20].
- In the paper "Microstructure and Mechanical Properties of Wire and Arc Additive Manufactured Ti-6Al-4V", Fude Wang et al. have investigated the use of WAAM for the production of large-scale Ti-6Al-4V components. The study focuses on the macrostructure, microstructure and mechanical properties of WAAM produced Ti-6Al-4V. WAAM deposited Ti-6Al-4V has an anisotropic macrostructure, characterised by large columnar β grains that grow epitaxially from the substrate and extent across the deposited layers. Due to the thermal gradient during the build process, the grains are aligned perpendicularly to the substrate. The microstructure varies between the top and bottom regions of the build. The top layers showed fine Widmanstätten α and α' martensite, while the lower layers had coarser lamellar structures of α Widmanstätten. The tensile strength is found to be 10% lower that of forged parts, and the ductility is comparable. The properties show anisotropy with higher strength and lower ductility in specimens that are tested horizontally compared to vertically. The paper concludes that controlling porosity and ensuring defect free deposition are essential to maximise the material’s mechanical performance. With a proper control of process parameters and mitigation of gas porosity, WAAM can achieve a higher fatigue performance thus making it a valuable manufacturing technique for industries demanding durable and light-weight materials, aerospace for instance [21].
- In “Wire and arc additive manufacturing of 308L stainless steel components: Optimization of processing parameters and material properties” Van Thao Le et al. discuss the WAAM technique for fabrication of thin-walled components using 308L SS. Welding current I = 122A, Voltage U = 20V and Travel speed v = 368 mm/min are identified as the optimal parameters, resulting in smooth and regular weld beads with minimal heat input, thus ensuring stable and high-quality builds. The microstructure of 308L primarily consists of austenitic dendrites and residual ferrite. The top layers show coarser grains and equiaxed structures, while the bottom layers near the substrate show finer grains. The microhardness values range from 155 HV0.1 to 169 HV0.1 across different zones, with the bottom zone exhibiting the highest hardness. The tensile strength shows anisotropy, with a value of 552.95 MPa in the horizontal direction and 531.78 MPa in the vertical direction. Elongation is also found to be greater (54.13%) in the horizontal direction than in the vertical direction (39.58%). This research demonstrates that WAAM technique can be optimized to produce 308L SS with the adequate mechanical properties and good part quality for industrial use. Optimized process parameters provide a stable and efficient method for fabricating thin-walled structures with desirable material properties and minimal defects [22].
III. METHODOLOGY/EXPERIMENTAL WORK

FIGURE 2. SS 308 Electrodes
TABLE 3. SS 308 L Electrode Properties
|
Property |
Metric |
|
Dimensions |
3.15 x 350 mm |
|
Chromium (Cr) |
80 – 110 A |
|
Tensile Strength Elongation |
600 N/Mm2 40 % |

FIGURE 3. Welding Machine
TABLE 4. Welding Machine Specifications
|
Property |
Metric |
|
Model |
TAP – 330 |
|
Type |
Air Cooled |
|
Capacity Current Range Operating Voltage |
300 A 40 – 300 A 20 – 32 V |
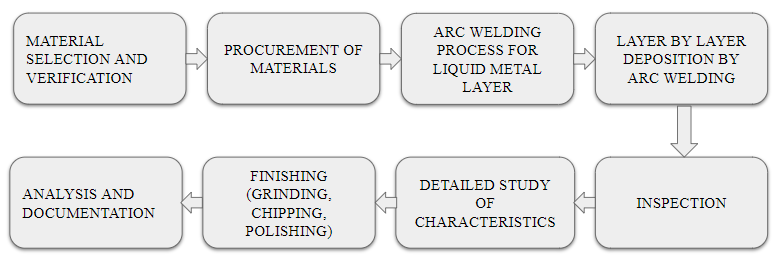
FIGURE 4. Flowchart
A block of dimensions 100 mm x 50 mm x 10 mm is manufactured. The process begins by preparing the substrate and ensuring it is clean and preheated to minimize the residual stress. The deposition starts by building the first layer on the substrate, with real-time monitoring to ensure arc stability and uniform molten pool formation. Subsequent layers are deposited after the previous one cools to the inter-pass temperature, maintaining consistent quality. Post-processing involves slow cooling to room temperature, machining to achieve precise dimensions, and grinding for a smooth finish.
IV. THEORY

Figure 5. (a) Unpolished block after additive manufacturing (b) Polished Block
Table 5. Dimensions of Sample
|
Dimension |
Metric |
|
Length |
100 mm |
|
Height |
50 mm |
|
Breadth |
10 mm |
Testing of the manufactured sample is carried out to study the characteristics like hardness, tensile strength, microstructure.
1) Microstructure
The sample was etched in Aqua Regia for 5 minutes, followed by analyzing the workpiece under optical microscope at different magnifications.
2) Hardness Test
The hardness test on the sample was carried out on Vicker’s Hardness testers and the results were recorded and analyzed.

Figure 6. Section of sample for characteristic study
V. RESULTS AND DISCUSSIONS
A microstructure test was conducted on the sample and the following images were captured at a magnification of 400x with the help of an inverted optical microscope :-
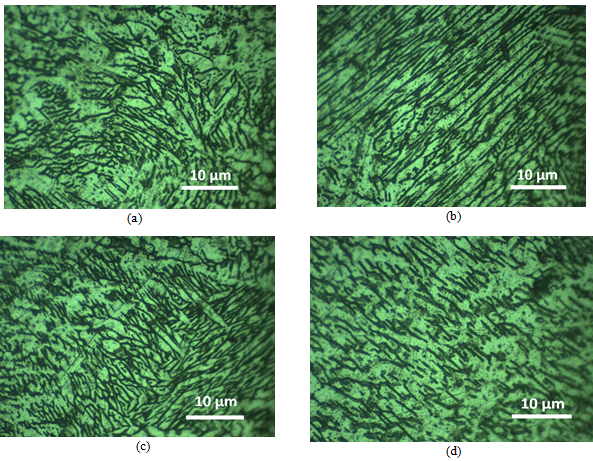
Figure 7. Microscopic Structure
The following images were captured at a magnification of 200x :-
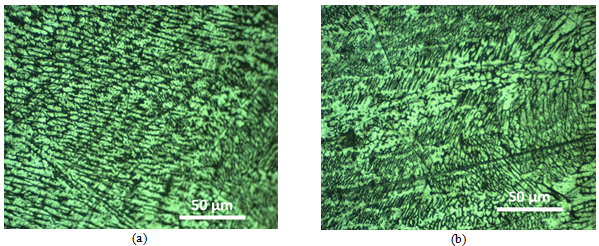
Figure 8. Microscopic Structure
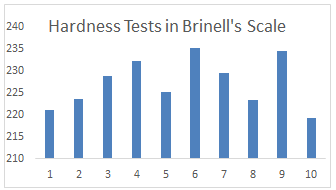
Figure 9. Result of Hardness Tests performed on workpiece.
The sample was then tested for hardness using a Vickers Hardness testing machine. The average hardness was found to be 227.3 HVO.
The microstructural and mechanical characteristics of the sample performed by Van Thao Le et al were noted. The microhardness of built materials ranges from 155 ± 1.20 HV0.1 to 169 ± 5.67 HV0.1 [23]. A 308L Stainless Steel cylinder was fabricated using Cold Metal Transfer (CMT) arc welding. The microhardness testing performed by Bellamkonda Prasanna Nagasai observed that the average microhardness was found to be 220 ± 13 HV0.5.
Table 6. Comparison of Hardness Values as observed
|
Hardness Values |
Reference |
|
227.3 HV |
Our study |
|
155 – 169 HV |
[23] |
|
220 ± 13 HV |
[24] |
VI. FUTURE SCOPE
- Future research should optimize parameters like current, voltage, and arc speed to enhance 308L stainless steel components produced via additive manufacturing.
- Expanding applications to industries such as aerospace, automotive, and medical fields, taking advantage of its strength, corrosion resistance, and bio-compatibility, is crucial.
- Investigating new alloy compositions for improved wear resistance, durability, and high-temperature stability would further broaden its applications.
- Integration of AI, machine learning, and automation will improve process control, defect detection, and production efficiency in Wire Arc Additive Manufacturing (WAAM).
- Developing sustainable manufacturing practices, such as energy-efficient processes and material recycling, will reduce environmental impact.
- Combining WAAM with subtractive techniques, such as CNC machining, can enhance design flexibility and reduce post-processing.
- Standardization and certification processes, along with specialized education programs, will support growth in critical industries like aerospace and medical manufacturing.
Conclusion
Wire Arc Additive Manufacturing (WAAM) using 308 stainless steel is a transformative technology that produces large, complex, and custom-shaped components with excellent mechanical properties and corrosion resistance. By leveraging arc welding principles and modern additive techniques, WAAM offers significant flexibility, cost-effectiveness, and material utilization. Precise control over process parameters and advanced real-time monitoring ensures consistent quality, while strategies like preheating, controlled cooling, and post-processing mitigate challenges such as residual stresses and microstructural control. The future of WAAM is promising with advancements in AI-driven process control, development of new alloys, and integration of multi-material and hybrid manufacturing capabilities. Its applications span aerospace, automotive, marine, and chemical processing industries. With potential for increased sustainability and standardization, along with specialized education and training programs, WAAM is set to become a cornerstone of modern manufacturing, providing efficient and sustainable solutions for high-performance metal components. Microstructure and Microhardness testing help us to understand the grain size, structure of the metal which directly affect mechanical properties like strength, toughness etc. Microhardness testing provides a measure of a material’s hardness, due to this we are able to select a material for a specific application.
References
[1] Frazier, W.E. Metal Additive Manufacturing: A Review. J. of Materi Eng and Perform 23, 1917–1928 (2014). https://doi.org/10.1007/s11665-014-0958-zM. P. Brown and K. Austin, Appl. Phys. Letters 85, 2503–2504 (2004). [2] Shah, Abid, et al. \"A review of the recent developments and challenges in wire arc additive manufacturing (WAAM) process.\" Journal of Manufacturing and Materials Processing 7.3 (2023): 97. [3] Ding, Donghong, et al. \"Wire-feed additive manufacturing of metal components: technologies, developments and future interests.\" The International Journal of Advanced Manufacturing Technology 81 (2015): 465-481. [4] Liu, Jienan, et al. \"Wire and arc additive manufacturing of metal components: a review of recent research developments.\" The International Journal of Advanced Manufacturing Technology 111.1 (2020): 149-198. [5] Rodrigues, T.A.; Duarte, V.; Miranda, R.M.; Santos, T.G.; Oliveira, J.P. Current Status and Perspectives on Wire and Arc Additive Manufacturing (WAAM). Materials 2019, 12, 1121. https://doi.org/10.3390/ma12071121 [6] Bourell, David L., David W. Rosen, and Ming C. Leu. \"The roadmap for additive manufacturing and its impact.\" 3D Printing and Additive Manufacturing 1.1 (2014): 6-9. [7] Rodrigues, Tiago A., et al. \"Current status and perspectives on wire and arc additive manufacturing (WAAM).\" Materials 12.7 (2019): 1121. [8] Cunningham, C. R., et al. \"Invited review article: Strategies and processes for high quality wire arc additive manufacturing.\" Additive Manufacturing 22 (2018): 672-686. [9] Pant, Harshita, et al. \"Applications of wire arc additive manufacturing (WAAM) for aerospace component manufacturing.\" The International Journal of Advanced Manufacturing Technology 127.11-12 (2023): 4995-5011. [10] Chaturvedi, Mukti, et al. \"Wire arc additive manufacturing: Review on recent findings and challenges in industrial applications and materials characterization.\" Metals 11.6 (2021): 939. [11] Liu, Dan, et al. \"Research progress of arc additive manufacture technology.\" Materials 14.6 (2021): 1415. [12] Jeong, Tae-Won, et al. \"Effects of ultrasonic treatment on mechanical properties and microstructure of stainless steel 308L and Inconel 718 functionally graded materials fabricated via double-wire arc additive manufacturing.\" Materials Science and Engineering: A 896 (2024): 146298. [13] Wu, Bintao, et al. \"A review of the wire arc additive manufacturing of metals: properties, defects and quality improvement.\" Journal of manufacturing processes 35 (2018): 127-139. [14] Anand, Sameer, et al. \"Experimental investigation on microstructure and mechanical property of wire arc additively manufactured SS308L built part.\" S?dhan? 48.4 (2023): 192. [15] Haldar, Nimai, et al. \"Microstructure and Mechanical Property Characterization of Wire Arc Additively Manufactured SS308L Built Part: Study of Heat Interaction Phenomena.\" Journal of Materials Engineering and Performance (2023): 1-25. [16] Jafari, Davoud, Tom HJ Vaneker, and Ian Gibson. \"Wire and arc additive manufacturing: Opportunities and challenges to control the quality and accuracy of manufactured parts.\" Materials & Design 202 (2021): 109471. [17] Lin, Zidong, et al. \"Microstructure and mechanical properties of medium carbon steel deposits obtained via wire and arc additive manufacturing using metal-cored wire.\" Metals 9.6 (2019): 673. [18] Panchagnula, Jayaprakash Sharma, and Suryakumar Simhambhatla. \"Manufacture of complex thin-walled metallic objects using weld-deposition based additive manufacturing.\" Robotics and Computer-Integrated Manufacturing 49 (2018): 194-203. [19] Song, Kaijie, et al. \"Microstructure and mechanical properties of high-strength, low-alloy steel thin-wall fabricated with wire and arc additive manufacturing.\" Metals 13.4 (2023): 764. [20] Lin, Zidong, et al. \"Parametric and metallurgical investigation of modified 3D AM 80 HD steel for wire and arc additive manufacturing.\" Journal of Physics: Conference Series. Vol. 2101. No. 1. IOP Publishing, 2021. [21] Wang, Fude, et al. \"Microstructure and mechanical properties of wire and arc additive manufactured Ti-6Al-4V.\" Metallurgical and materials transactions A 44 (2013): 968-977. [22] Mai, Dinh Si, Tat Khoa Doan, and Henri Paris. \"Wire and arc additive manufacturing of 308L stainless steel components: Optimization of processing parameters and material properties.\" Engineering Science and Technology, an International Journal 24.4 (2021): 1015-1026. [23] Van Thao Le, Dinh Si Mai, Microstructural and mechanical characteristics of 308L stainless steel manufactured by gas metal arc welding-based additive manufacturing. Institute of Research and Development, Duy Tan University, Da Nang 550000, Vietnam.Advanced Technology Center, Le Quy Don Technical University, Hanoi, Vietnam. 2020 [24] Prasanna Nagasai B, Malarvizhi S, Balasubramanian V. A study on wire arc additive manufacturing of 308L austenitic stainless steel cylindrical components: Optimisation, microstructure and mechanical properties. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture. 2023;237(9):1391-1404.
Copyright
Copyright © 2024 Rajesh Chaudhari, Anurag Patankar, Indira Patil, Shaunak Paranjape, Aditya Pardeshi, Mukta Pathak. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET65707
Publish Date : 2024-12-02
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online